
TECHNICAL GLOSSARY
Contact us
The mould is an equipment consisting of numerous components that differ both in material and geometry, which must reproduce a piece according to the specifications.
The main characteristics of this type of moulds is the need to withstand extremely high temperatures as well as mechanical, chemical and physical stress.
The traditional mould consists of two semi-parts: a fixed part and a moving part.
A die-cast mould usually consists of various parts, each having specific characteristics and functions; some of the main components are illustrated here below:
- Dies: They are usually divided into two parts (movable and fixed) and are the negative of the shape to be produced (the piece). The dies are made through mechanical machining with chip removal or EDM, in order to obtain the geometric shape of the component. There is also a series of drills that create the temperature regulation circuits. The dies are then heat-treated in order to obtain the right degree of hardness and resistance to hot wear.
- Moulding inserts: In certain situations, excessive wear, due to the geometry of the piece and the conditions of use of the equipment, creates delimited areas in the dies, which entail the need to make items to be inserted into the dies themselves. Such inserts must be easy to replace and maintain; their service life is generally shorter than the dies’, and they need to be changed more frequently.
- Movements: Some areas of the piece are characterized by geometries that do not allow the piece to be moulded, unless movements are added and the press surfaces are opened. These movements are designed to free the so-called "undercuts" present in the piece to be produced. These movements are mainly mechanical, hydraulic or mixed.
- Mould holder: The purpose of the mould holder is to contain the dies; it usually consists of two parts (mobile and fixed). They must be constructed in such a way as to allow the most comfortable maintenance of the components mounted inside them and ensure long-term structural solidity for mass production.
- Frame: Its main purpose is to contain the plates that allow the piece to be extracted, but also to clamp the mould to the production press and to support the mobile mould holder.
- Extraction tables: Their purpose is to move the ejectors to separate the piece produced from the mould; they can sometimes move "cusp" sectors to fix smaller undercuts in the cavity.
The hot chamber metal alloys die casting process, also called "injection moulding", is characterized by a melting furnace integrated into the die casting machine and by an injection device immersed in the crucible. This process allows obtaining shorter cycle times, greater temperature control and less risk of oxidation of the alloy but, because of its conformation, it can be implemented only with low melting alloys. It is therefore suitable for alloys with a melting temperature below 450 °C, such as zinc and lead alloys, while it can only be used under special conditions for aluminium and magnesium alloys, as these cause excessive wear to the injection device.

There are two main types of hot chamber die casting:
- PLUNGER PISTON (most common): The material enters the injection device through a passage area and is injected thanks to the vertical movement of the piston that pushes the alloy along the channels until the mould cavity (ies) is (are) filled.
- OSCILLATING PRESSURE CHAMBER (less common): the chamber is filled by tilting while the cast is extracted and, once the mould is closed, it goes back to its position allowing the injection through the action of compressed air on the surface of the liquid metal.
The cold chamber metal alloy die casting process, also called "die casting", is characterized by an injection device completely independent of the melting furnace. This process allows reducing maintenance costs and, above all, obtaining higher injection speeds and pressures, as well as being fundamental for some high-melting alloys such as aluminium and magnesium.
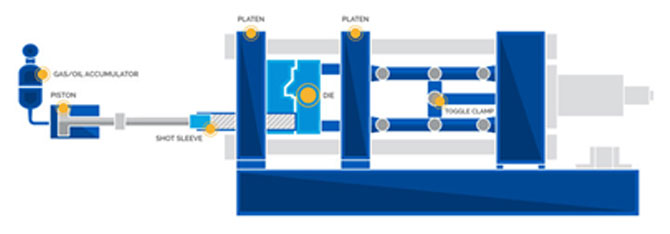
After being poured inside the injection cylinder, the metal alloy is pushed into the cavity through the nozzle thanks to the action of a cylinder; this process takes place in three stages:
- 1st STEP (Pre-filling): modest speeds and pressures to minimise air entrainment until the casting connections are reached.
- 2nd STEP (Filling): increased speeds and pressures until the cavity has been completely filled.
- 3rd STEP (Post-pressure): further increased pressure and cancellation of speed to compensate for solidification shrinkage.
The Thixomoulding process from magnesium granules consists in feeding the latter into a hopper until volumetric saturation is reached, under a blanket of Argon gas. During the injection stage, the granules pass through an area characterised by the presence of a screw, which by subjecting the material to shear stress, breaks up the jagged dendrites in the liquid state (the prefix “Thixo” indicates the presence of a solid fraction greater than or equal to 50%), generating spheroidal particles in a semi-solid thixotropic state, that is, capable of becoming liquid through mechanical agitation, which is carried out by injection into the mould cavity.
The main benefits of this type of process concern the equiaxed structure of the castings obtained, in addition to the repeatability, complexity, and control of the produced parts, allowing the development of “near-net-shape” castings (close to the required design shape). Moreover, it is particularly suitable for magnesium alloys, which don’t need to be brought into a molten state, thus avoiding the risk of contact with the air.
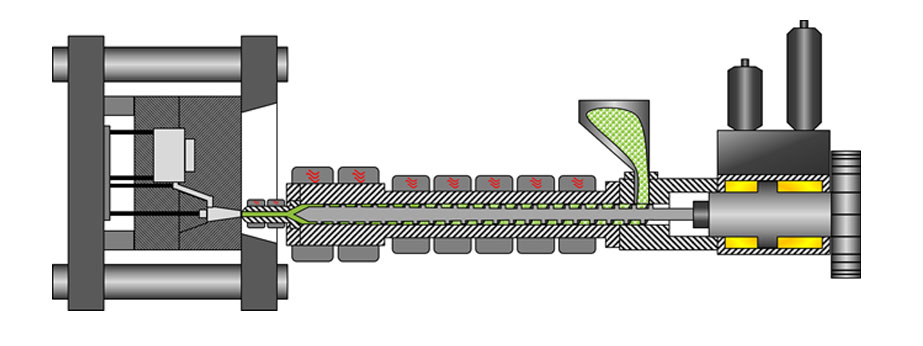
The injection moulding process is an industrial production process used to make products in a thermoplastic polymeric material. Specifically, the material is brought to a temperature such that it is plasticised and can be injected into the mould cavity by applying high pressure.

The process diagram, as summarised in the image, is characterised by a hopper into which the material is fed in the form of granules. The essential moulding component is the worm screw, which has two main movements:
- Rotation on its own axis: this movement, together with the thermal energy supplied by a large number of resistances positioned along the cylinder, allows the plasticisation of the polymer;
- Feeding: allows the injection of the polymer melt into the mould cavity to create the product.
The last essential component is the mould, which shapes the polymer, and from which the piece is extracted once the material has solidified and sufficiently cooled.
Mono-material thermoplastic injection
Mono-material thermoplastic injection occurs using the above-described moulding process, and is characterised by the fact that the final piece is obtained using a single polymer. It is the simplest type of possible moulding and has reduced cycle times compared to the others, since it doesn’t require the injection of different polymers, gases, and other characteristics influencing both the complexity and duration of the processes. On the other hand, however, it is difficult to achieve the aesthetic and structural performance levels required for certain types of pieces. Especially in the case of commodity polymers (PE and PP in particular), the mechanical performance of the obtained pieces is quite modest, and problems such as sink marks and shrinkage may arise, compromising the look of the products and further limiting their field of mechanical application, especially in certain industries such as the automotive and aerospace ones. By using technopolymers or polymeric materials loaded with additives, their performance can nonetheless be improved, even if the design and correct choice of filler play an essential role.
MULTIMATERIAL THERMOPLASTIC INJECTION
Multimaterial thermoplastic injection, unlike the mono-material type, is a form of injection characterised by the use of several different materials in terms of their mechanical and chemical-physical properties. Compared to mono-material moulding, it involves an undoubtedly more complex and longer process with specific optimisation of the moulding times of one or the other nozzle, sometimes requiring complex solutions for both the machine and the mould. There are various possibilities in this field:
2K bimaterial moulding: : this type of moulding is characterised by the presence of two different materials and allows the obtainment of highly aesthetic pieces with an exceptional hold and performance. These properties represent an essential requirement in structural applications such as the automotive field. The two materials are joined by studying the right temperature and molecular chemistry of the different polymers used, allowing them to withstand both high temperatures and pressures, as well as atmospheric or environmental agents potentially encountered during their operation.

3K trimaterial moulding the molding is characterized by the presence of three different materials, allowing the obtaining of extremely technical pieces or with particular requirements from an aesthetic point of view. Another important application is the creation of artifacts with different colors inside.

INSERT INJECTION MOULDING
Insert injection moulding is a type of moulding process characterised by the injection of polymeric material into a mould cavity where inserts or substrates necessary to obtain the final piece have already been inserted. The main aim of this technique, in addition to creating pieces otherwise difficult to obtain, is to significantly reduce the number of operations after the moulding stage, such as finishing and assembly, thus reducing the total duration of the cycle and automating the process. There are different types of inserts, which can be developed in different materials (other types of polymers, metals, ceramic materials, etc.), and they normally have pre-machined surfaces which facilitate the adhesion of the material during the moulding stage: a classic example is represented by threaded inserts in a metallic material.

GAS INJECTION MOULDING (GIM)
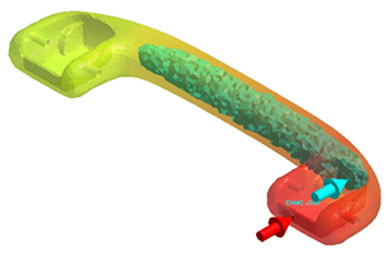
Gas Injection Moulding, known as GIM, or GAIM for Gas Assisted Injection Moulding, is a technique characterised by the use of pressurised gas during the final stages, which pushes the material against the walls or ends of the mould. The basic method is the same as classic injection moulding, but when the material has filled approximately 80% of the cavity, gas is blown through a series of specifically designed inlet channels, and performs the previously described functions. Using this technique, it is possible to reduce both the weight and cost of the developed pieces, obtaining hollow pieces with greater thicknesses, less deformations, and less sinkage. There are, however, also contraindications, especially for multi-cavity moulds: it is in fact quite difficult to develop channels and suitable gas systems for impressions which are not all the same.
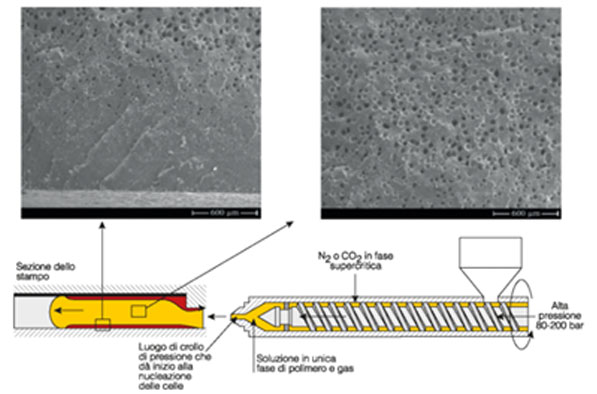
MuCell MICROCELLULAR EXPANSION INJECTION
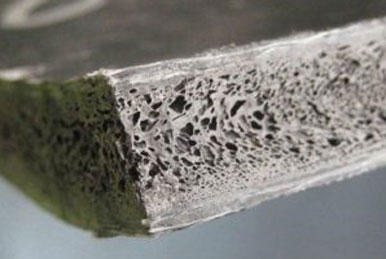
Injection moulding using the MuCell technique with microcellular expansion is a relatively modern solution, but which is already widely used to develop polymeric pieces. The innovative aspects of this technique derive from the fact that the polymer and inert gases are mixed directly in the injection cylinder. Once the mix reaches the mould cavity, the reduction in pressure causes the gas to expand, thus reducing the weight, since the density of the gas is lower than that of the polymer, and also the deformations, presenting consistent and controlled shrinkage across the entire piece: in fact, in traditional moulding processes, cooling is controlled through packing applied by the press, but differences in the flow length can create inconsistencies, causing deformations, sink marks and other characteristic defects, whereas with this technology, such problems are significantly reduced.
Vacuum hardening
The steel vacuum hardening treatment is carried out by heating the material to above the austenitizing temperature, then rapidly cooling it, using quenching means, to obtain a martensitic structure. Martensite has a very high hardness and considerable yield strength, but low resilience, making it extremely fragile. For this reason, following the quenching treatment, one or more tempering treatments are carried out, heating the material below the Ac1 point and thus preventing it from being excessively fragile, generating cracks and breakages in the mould. This combined process is called quenching and tempering. In particular, vacuum hardening (at about 10-3 bar) is obtained by heating the material to a temperature between 800 and 1200°C based on the carbon content, and introducing nitrogen at a pressure between 2 and 12 bar. This treatment allows the obtainment of isotropic martensitic structures with high strength values and limited deformations, despite being normally followed by one or more tempering steps regardless. The study of the material’s typical cooling curves, chemical compositions and thickness of the parts involved is essential in obtaining a component properly quenched to the core, thus avoiding problems associated with strength and varying deformations in different areas.

Gas nitriding
The thermochemical nitriding treatment of steels is an industrial surface hardening process carried out at a temperature of around 520-540°C through the formation of nitrides. In particular, gas nitriding is based on the ammonia dissociation reaction, which is catalysed by the steel:
This reaction produces atomic nitrogen which manages to penetrate the surface crystalline structure of the steel, exceeding the solubility limit and causing hardness through the formation of nitrides.
Following the nitriding treatment, different zones are formed within the steel:
- White blanket: surface area formed of nitrides allowing diffusion of the nitrogen in the metal matrix. It is usually very fragile and can be removed through a grinding process;
- Diffusion zone: area characterised by the diffusion of the nitrogen and most affected by the hardening;
- Transition zone: area only marginally affected by diffusion, representing the transition between the diffusion zone and the base material.
Nitriding, in addition to hardening the steel also increases its resistance to wear, fatigue, and corrosion (especially with an additional post-oxidation treatment). Moreover, it is a treatment which, depending on the time frames and set oven parameters, is able to penetrate the steel in different ways. The classic components subjected to surface nitriding are in fact the moulding parts and plugs, whereas sliding components such as guides are those subjected to deep nitriding treatments.

Carbonitriding
The thermochemical carbonitriding treatment is a metallurgical process characterised by the diffusion of carbon and nitrogen inside the steel. It is a treatment similar to cementation, albeit performed at a lower temperature (between 720 and 910°C), and presents fewer deformations, but is characterised by the presence of ammonia with diffused nitrogen, which leads to the formation of a considerably hardened surface layer. For the treatment to be effective, it is normally preceded by a relaxation step designed to eliminate any residual stresses. The main advantage of this type of treatment is the material's increased resistance to wear, especially when dry, which is precisely why it is applied to shafts, gears, and pistons. Sometimes a tempering step is carried out after carbonitriding to reduce the fragility of the steel to a minimum, thus avoiding cracks and breakages.

Ageing
The ageing heat treatment, which is also called “precipitation hardening”, is a treatment normally carried out after quenching or solubilisation. These steps, characterised by rapid cooling, effectively induce the freezing of the structure and inhibit the diffusion of the chemical elements. At the end of cooling, a natural ageing mechanism is established at room temperature, but the material can also be heated, inducing artificial ageing which leads to the nucleation and coalescence of the particles (which can be either coherent or incoherent, depending on the phase). These aggregates constitute obstacles to the movement of the dislocations, making it more difficult to establish deformations, and therefore hardening the material: in order to overcome these particles, the dislocations must in fact expend energy according to the shear or Orowan mechanism.
An important aspect of this treatment is the control of the time-temperature ratio: excessively long heating times do not in fact benefit the material, but rather cause “over-ageing” with excessive particle sizes and reduced hardness with respect to the optimal value.

Oxidation
The chemical oxidation treatment is aimed at protecting the surface of the metal material by depositing a protective oxide layer which prevents attacks by atmospheric agents that could otherwise induce stress or corrosive phenomena. Moreover, the surface layer that forms can subsequently act as a substrate for the application of paints or other coatings. The various types of oxidation are distinguished by the surface colour, thickness (it partly forms on the surface and partly penetrates the steel), and other chemical and physical characteristics.

Relaxation
The relaxation heat treatment is carried out by heating the steel to a temperature below Ac1, then slowly cooling it down to room temperature. The aim of this treatment is to eliminate stresses generated during the previous stages of production, without altering its hardness and preventing any deformations that might occur during the following stages. Moreover, oven or air cooling over an extended period of time is chosen to avoid inducing additional stresses in the material.

Post-oxidation relaxation
The relaxation heat treatment described can be further completed by a chemical post-oxidation treatment which increases corrosion resistance and favours the detachment of the die-cast aluminium from the steel mould. Post-oxidation is a type of treatment that can also be carried out after nitriding using air, nitrous oxide (N2O ) and carbon dioxide (CO2). The main benefits are:
- Increased corrosion resistance;
- Improved wear resistance;
- Excellent surface finish.
